找商網手機端:m.zhaosw.com







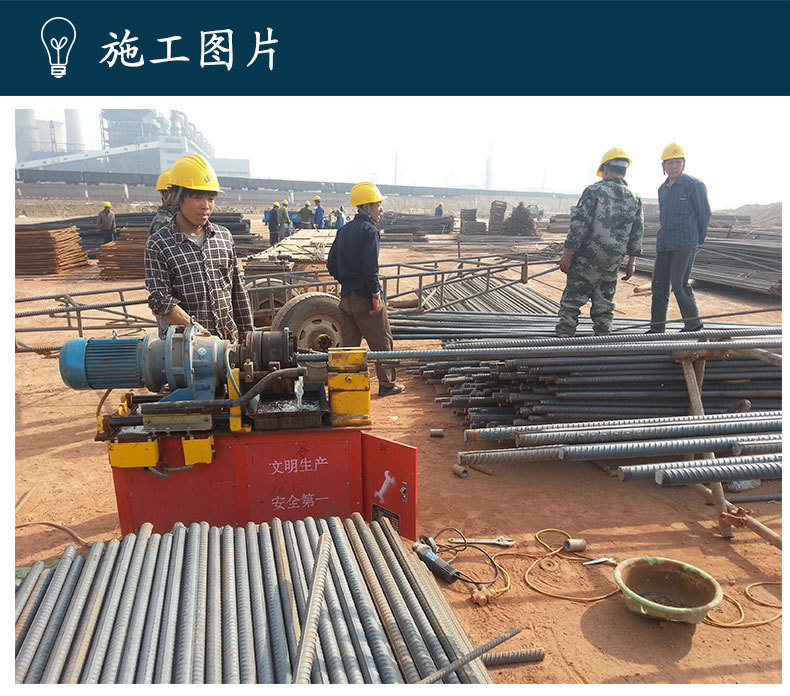
廠家現貨供應鋼筋連接套筒-隧道專用冷擠壓套筒-國標鋼筋連接頭
價格
訂貨量(包)
¥2.50
≥1
店鋪主推品 熱銷潛力款

掃一掃添加商家
ῡῢῥῧ῟ῡῢῨ῟ΰῠ
在線客服
鋼筋套筒冷擠壓技術的特點:
1:鋼筋套筒冷擠壓連接技術施工工藝簡單,容易掌握。
2:鋼筋套筒冷擠壓連接技術施工快,在施工中較傳統的焊接方法可以節省大量的時間。
3:鋼筋套筒冷擠壓連接技術較傳統鋼筋焊接連接施工可以降低工程成本。
4:鋼筋套筒冷擠壓連接技術適用于鋼筋混凝土結構中鋼筋直徑為φ16-φ40的帶肋鋼筋的徑向擠壓連接。
一、施工準備
材料
⑴帶肋鋼筋符合鋼筋混凝土GB1499-91標準。
⑵套管材質符合GB5310-85標準。
機械設備鋼筋擠壓連接的成套設備是由擠壓連接鉗、超高壓電動油泵、超高壓油管、懸掛器(手動葫蘆)等組成。鋼筋擠壓連接鉗有JYJ~40型擠壓鉗,用于φ40~36的帶肋鋼筋的對接,JYJ~32型擠壓鉗,用于φ32~20的帶肋鋼筋對接,JYJ~23型擠壓鉗,用于φ25~18的帶肋鋼筋的對接。
作業條件
⑴壓接前要鋼套和鋼筋壓接部位的鐵銹、油污、泥砂等,鋼筋端部要平直,如有彎折,必須予以矯直。
⑵液壓系統中嚴禁混入雜質,在連接拆卸超過軟管時,其端部要保管好,不能粘有灰塵砂土。
二、操作工藝
擠壓工序及順序
鋼筋擠壓連接分為二道工序。
道工序是先在地面上把每根待連接的鋼筋一端按要求與套管的一半壓好。
第二道工序是壓好一半接頭的鋼筋插到已待接的鋼筋端部,然后用擠壓鉗壓好,這樣就完成了整個接頭的擠壓工作。
擠壓接頭必須從套筒的中部按標記向端部順序擠壓。
鋼筋半接頭連接工藝
即上述道工藝,其具體步驟如下:
⑴裝好高壓油管和鋼筋配用限位器、套管壓模,并且在壓模內也涂上潤滑油;
⑵按手控上開關,使套管對正壓模內孔,再按手控Off開關;
⑶插入鋼筋頂到限位器上扶正;
⑷按手控上開關,進行擠壓;
⑸當聽到液壓油發出溢流聲,再按手控下開關,退回柱塞,取下壓模;
⑹取出半套管接頭,結束半接頭擠壓作業。
接連鋼筋擠壓工藝
即上述第二道工序,其具體步驟如下:
⑴將半套管插入結構待連接的鋼筋上,使擠壓機就位;
⑵放置與鋼筋配用的壓模和墊塊;
⑶按下手控上開關,進行擠壓,當聽到液壓油發出溢流聲,按下手控下開關;
⑷退回柱塞及導向板,裝上墊塊;
⑸按下手控上開關,進行擠壓;
⑹按下手控上開關,退回柱塞再加墊塊;
⑺按手控上開關,進行擠壓,再按手控下開關退回柱塞;
⑻取下墊塊、壓模、卸下擠壓機,鋼筋連接完畢。








發貨聲明:款到發貨,由于設備重量較大,運輸一般默認走物流,能到達全國任意市級城市,但需要買家自提貨物。如買家對運輸方式有特殊要求,請在下單之前聯系賣家與之溝通。設備發出后會時間告知客戶物流公司名稱、物流貨運單號及查詢電話讓你隨時掌握運輸情況。
本公司還生產配套鋼筋加工設備:直螺紋鋼筋套筒,冷擠壓套筒,四級鋼套筒,鐓粗鋼筋套筒,液壓鋼筋鐓粗機(單缸和雙缸),40鋼筋滾絲套絲機,數控液壓鋼筋調直切斷機,鋼筋除銹機,鋼筋冷擠壓機,以及所有設備配件齊全。
徐經理 經理
![]() ῡῢῥῧ῟ῡῢῨ῟ΰῠ
ῡῢῥῧ῟ῡῢῨ῟ΰῠ

掃碼查看
手機掃碼 快速查看
采購數量不能為空
聯系信息不能為空
驗證碼不正確














