找商網手機端:m.zhaosw.com


南京坤輝包裝材料有限公司
 店齡5年 ·
店齡5年 · ![]() 企業認證 ·
企業認證 · ![]() 江蘇省南京市
江蘇省南京市
手機掃碼查看 移動端的落地頁
店齡5年 · 




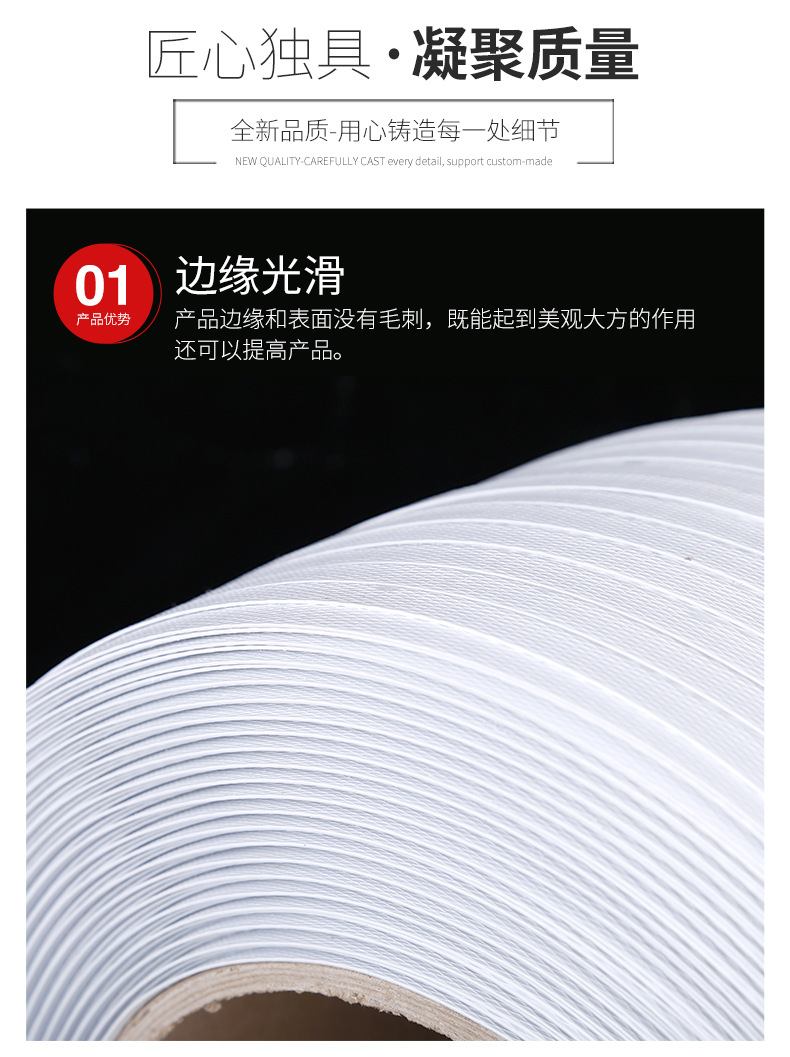
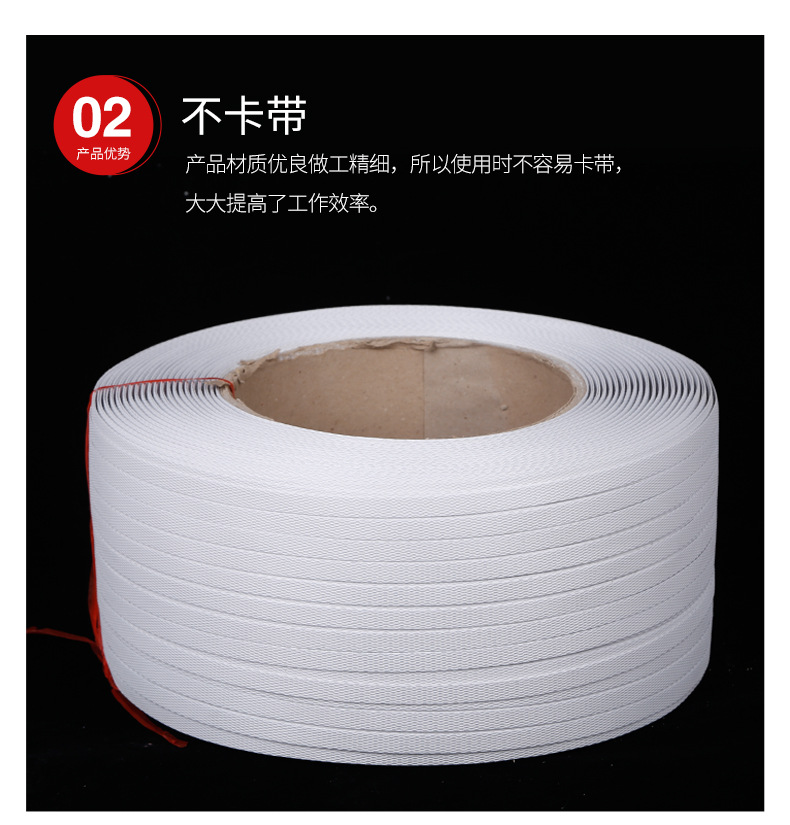
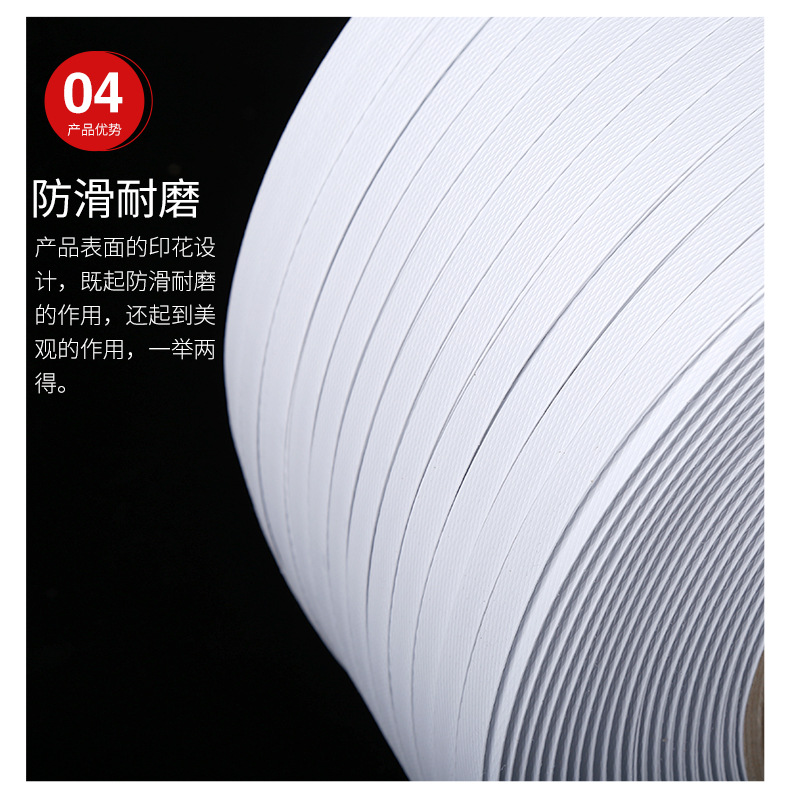
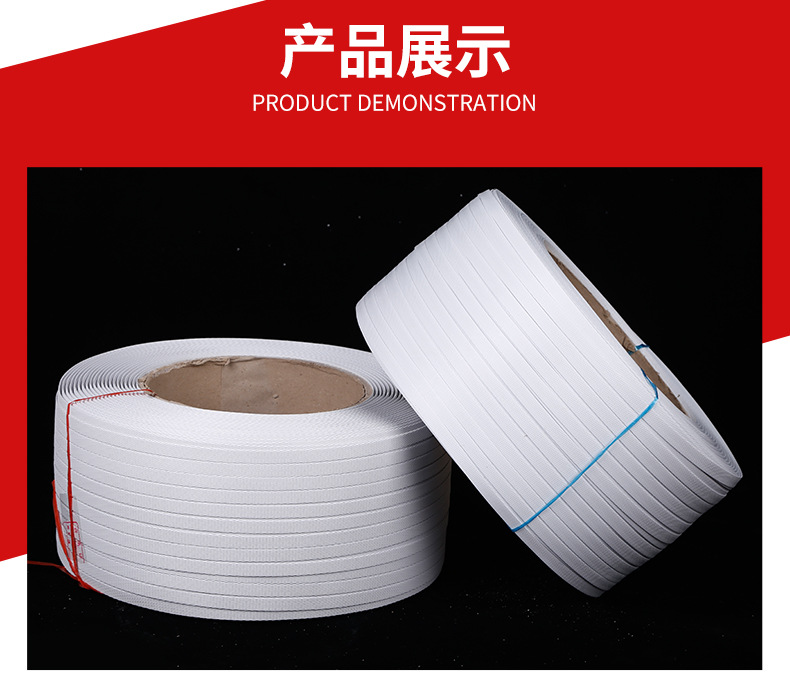
打包帶南京坤輝打包帶廠家批發定制直銷
價格
訂貨量(千克)
¥6.00
≥100
店鋪主推品 熱銷潛力款

掃一掃添加商家
㠗㠙㠓㠚㠓㠗㠗㠓㠚㠗㠒
在線客服
影響打包帶偏斜度的因素
偏斜度是衡量打包帶外形缺陷的一個標準,偏斜度越高,打包帶的缺陷就越大,在通過打包機使用時,打包難度越大。PET塑鋼打包帶的偏斜度是評價其質量的一個重要標準。下面南京打包帶廠家一起和大家來分析下主要有哪些因素?
1、主機溫度:主機的溫度應當在熔融塑化的合理波動范圍內,太高容易造成原料局部分解,太低會造成原料的塑化不均,最后的初胚內部組成不均勻;初胚在拉伸過程中就會有取向不均勻的現象,當然,最終的成品打包帶的偏斜度也會波動的可能。
2、初胚兩邊厚薄一致:主要保證口膜出料口尺寸標準性,調節口模是要保證模腔的尺寸穩定,均勻。
3、初胚冷卻必須合格,均勻:初胚的冷卻的程度和均勻性直接決定著初胚重結晶的質量好壞;是否完全結晶,是否結晶均勻都直接決定著分子取向的好壞,也就關系打包帶的拉伸均勻的好壞。
4、拉伸倍數:一般是拉伸倍數越大越好,拉伸倍數越大的時候,分子的取向性就越好,自然偏斜度也就越好。
5、拉伸線路平直:平直的拉伸線路會保證帶子的兩邊長度盡量達到一樣,偏斜度也就會很好。
6、各壓花輥表面必須平整:可以保證打包帶兩邊邊長一致。
7、水箱的橫棒與口膜平行度:平行度越好,可以保證打包帶兩邊邊長一致,這樣長距離的拉伸造成的拉伸誤差就會降到最低。
8、打包帶拉伸溫度:要達到均勻的玻璃化溫度,便于均勻的拉伸取向。
9、定型水箱溫度:一般越低越好,能夠保證生產過程中快速的消除成品的內應力,快速定型,如此才能保證帶子在后勤收縮的比率最小,偏斜度受其他影響的因素也就會最小。
10. 出帶輥壓力不易過大:需要保證成品帶有足夠冷卻收縮。
11.卷帶壓力不易過大:同樣需要保證成品帶有足夠冷卻收縮時間。









王總 總經理
![]() 㠗㠙㠓㠚㠓㠗㠗㠓㠚㠗㠒
㠗㠙㠓㠚㠓㠗㠗㠓㠚㠗㠒

掃碼查看
手機掃碼 快速查看
采購數量不能為空
聯系信息不能為空
驗證碼不正確













