找商網(wǎng)手機(jī)端:m.zhaosw.com






東巨氮化硼圓柱磨頭-直徑6/8/10/12-東莞CBN坐標(biāo)磨頭訂做
價格
訂貨量(支)
¥25.00
≥10
店鋪主推品 熱銷潛力款

掃一掃添加商家
萦萫萫萫萬萪萦萬萩营萫
在線客服

東莞市虎門東巨磨具經(jīng)營部
![]() 店齡5年
店齡5年 ![]() 企業(yè)認(rèn)證
企業(yè)認(rèn)證
聯(lián)系人
李國君 經(jīng)理
聯(lián)系電話
萦萫萫萫萬萪萦萬萩营萫
經(jīng)營模式
生產(chǎn)廠家
所在地區(qū)
廣東省東莞市

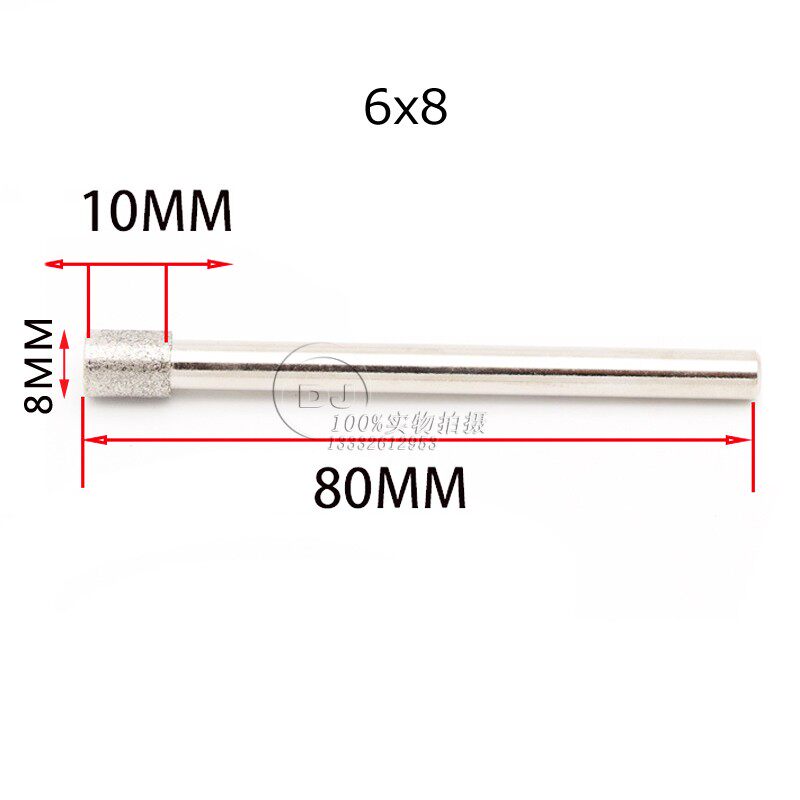
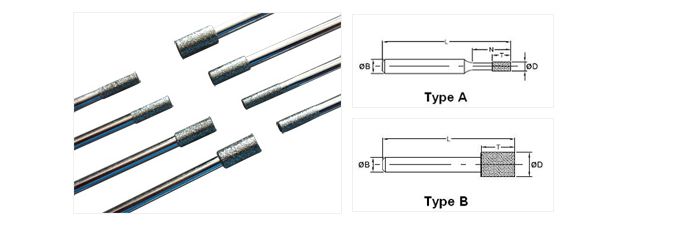
東巨氮化硼圓柱磨頭 直徑6/8/10/12 東莞CBN坐標(biāo)磨頭訂做







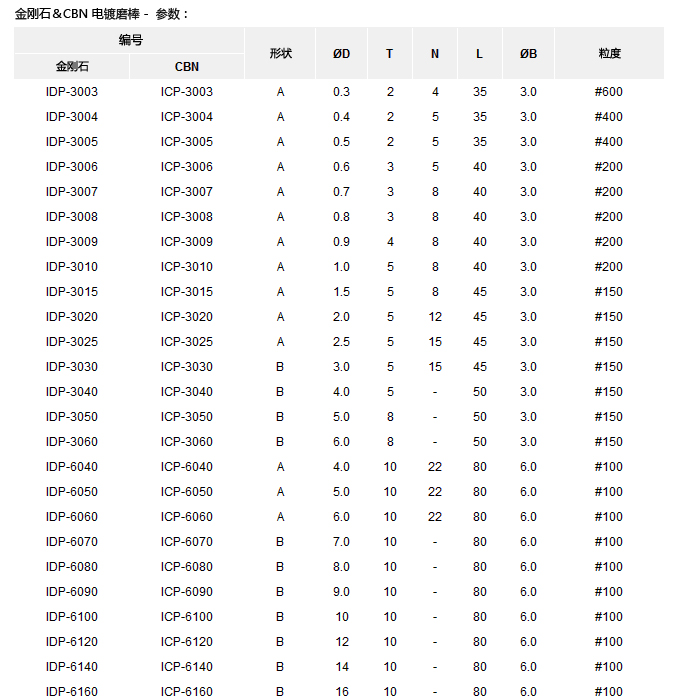














附錄:如何選擇合適的金剛石/CBN磨頭尺寸?
1,內(nèi)圓磨棒直徑不宜太大或太小
磨內(nèi)孔時,若砂輪直徑太大,則砂輪與工件的接觸弧隨之增大,使磨削熱增加,冷卻和排削困難。若砂輪直徑太小,難以達(dá)到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨鈍,使內(nèi)孔表面粗糙度增大,生產(chǎn)效率降 低。
為了獲得良好的磨削效果,砂輪直徑與內(nèi)孔直徑應(yīng)保持適當(dāng)?shù)谋戎担吮戎低ǔT?.5~0.9之間。當(dāng)孔徑較小時,只要問題是砂輪圓周速度低,此時應(yīng)取大比值;當(dāng)孔距較小時,主要問題是冷卻和排屑困難,此時應(yīng)去較小的比值。內(nèi)圓砂輪直徑選擇可參考下表。
| 被磨孔的直徑/mm | 砂輪直徑/mm | 被磨孔的直徑/mm | 砂輪直徑/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
2,內(nèi)圓磨棒工作寬度不宜太寬或太窄
內(nèi)圓磨削時,如果砂輪寬度太窄,砂輪容易磨損,不利于提高生產(chǎn)效率和降低表面粗糙度;如果砂輪太寬,則磨削力增大,易引起砂輪接長軸彎曲變形。因此磨內(nèi)孔時,應(yīng)選擇合適的砂輪寬度。在接長軸剛性和機(jī)床功率允許的范圍內(nèi),砂輪寬度可以按工件還長度選擇,見下表。
| 磨削長度/mm | 砂輪寬度/mm | 磨削長度/mm | 砂輪寬度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |
李國君 經(jīng)理
![]() 萦萫萫萫萬萪萦萬萩营萫
萦萫萫萫萬萪萦萬萩营萫

掃碼查看
手機(jī)掃碼 快速查看
聯(lián)系我們,請點(diǎn)擊客服通道
請?zhí)顚懧?lián)系方式
我們會主動與您聯(lián)系
請掃碼添加業(yè)務(wù)經(jīng)理微信

采購數(shù)量不能為空
聯(lián)系信息不能為空
驗(yàn)證碼不正確













