找商網手機端:m.zhaosw.com


掃一掃添加商家






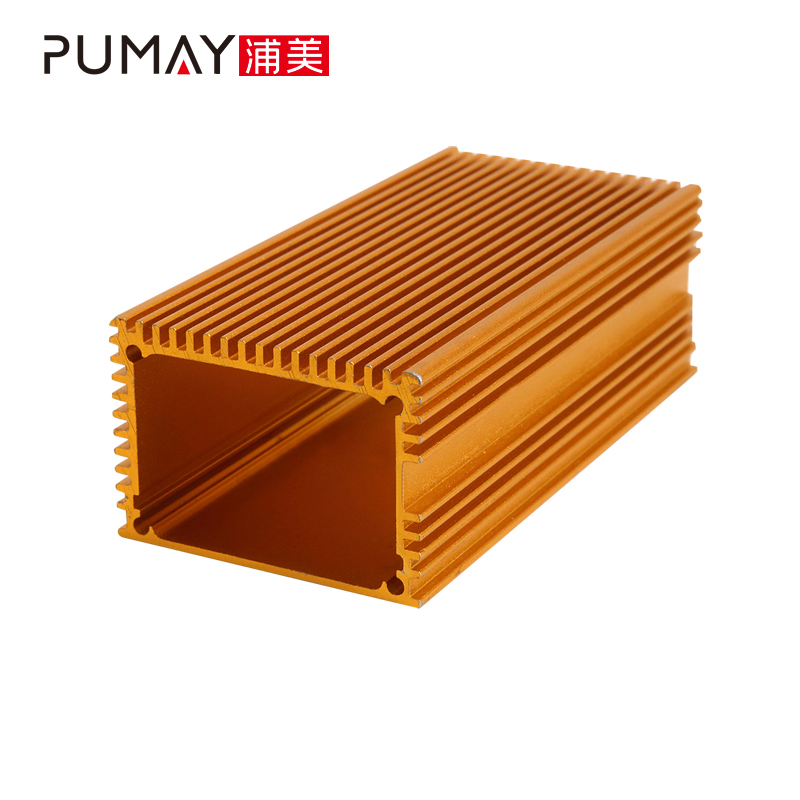
儀器儀表鋁盒鋁殼-48*33尺寸鋁合金儀器儀表外殼-可定制各種鋁盒外殼-認準浦美品牌
價格
訂貨量(套)
¥10.00
≥1
店鋪主推品 熱銷潛力款
掃一掃添加商家
憩憭憭憧憬憭憦憬憤憩憧
在線客服

鋁型材外殼制作需要在選定的熱鋁擠壓加工溫度范圍內,根據合金成分和鋁型材外殼類別的不同,其流動速度可在0.5-100m/min或更大的十分寬廣的范圍內變化。那鋁型材外殼擠壓需要注意哪些問題呢?
確定鋁型材外殼允許的鋁擠壓加工的金屬流動速度的準則是不出現表面裂紋、不形成劃道、粘結工具及其他表面缺陷,保證鋁型材外殼橫斷面幾何尺寸穩定,不出現皺紋、波浪及其他缺陷。不同的鋁型材生產廠家每天擠壓的鋁型材外殼也各有不同,在進行擠壓鋁外殼時需要做好以下工作:
1、選擇合適的擠壓機。針對于薄壁的外殼鋁型材擠壓時受力比較大,擠壓比就需要操作人員重視起來。
2、校直。擠出的鋁型材將溫度降到60℃以下可調直。調直時需要拉伸,鋁型材剛擠出還沒有時效,比較軟,拉伸時要注意力度。否則,拉伸過度容易變形。
3、選用合適的夾具。鋁型材外殼拉伸需要使用夾具,尤其是外殼類鋁型材,盡量使變形量控制在1%的范圍內。除了選用合適的夾具外,工人操作的熟練程度也有比較高的要求。
4、在鋁型材外殼制作中,取料和移動時要注意防止碰擦。操作人員小對每根料間留有空隙,每層材料之間要用毛條隔開。對彎曲和出料長短的鋁型材要及時處理。毛條有阻熱的效果,剛擠出的鋁型材在冷卻的過程中要經常翻動,避免冷卻不均勻造成局部亮斑,特別是大截面的,壁厚厚的鋁型材。
筆者建議操作人員多留意寬厚比高的、懸壁長的、弧度大的、壁厚巨細懸殊的、形狀奇怪等型材的小腳、薄齒、長腿、圓弧面、傾斜面、開口、視點等的受力狀況,避免鋁型材部分或點狀尺度變形、扭擰、螺旋等缺點發生。










曾小姐 銷售經理
![]() 憩憭憭憧憬憭憦憬憤憩憧
憩憭憭憧憬憭憦憬憤憩憧

掃碼查看
手機掃碼 快速查看
采購數量不能為空
聯系信息不能為空
驗證碼不正確












