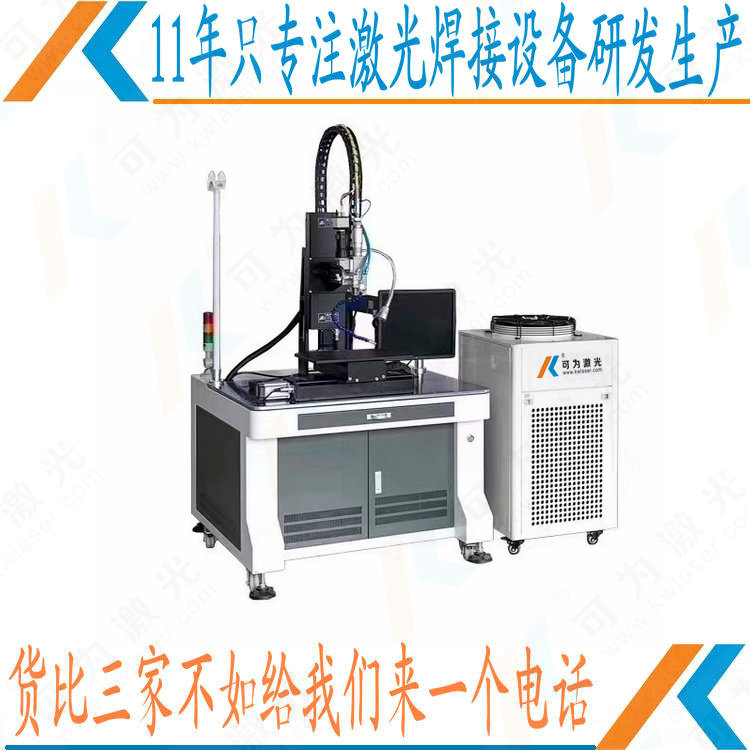
激光功率 2000W
工作環境 溫度:5~35℃, 濕度:5~85%, 無凝水,無灰塵或灰塵較少
工作幅面 300*500
整機重量 280KG
是否進口 否
是否定制 可定制
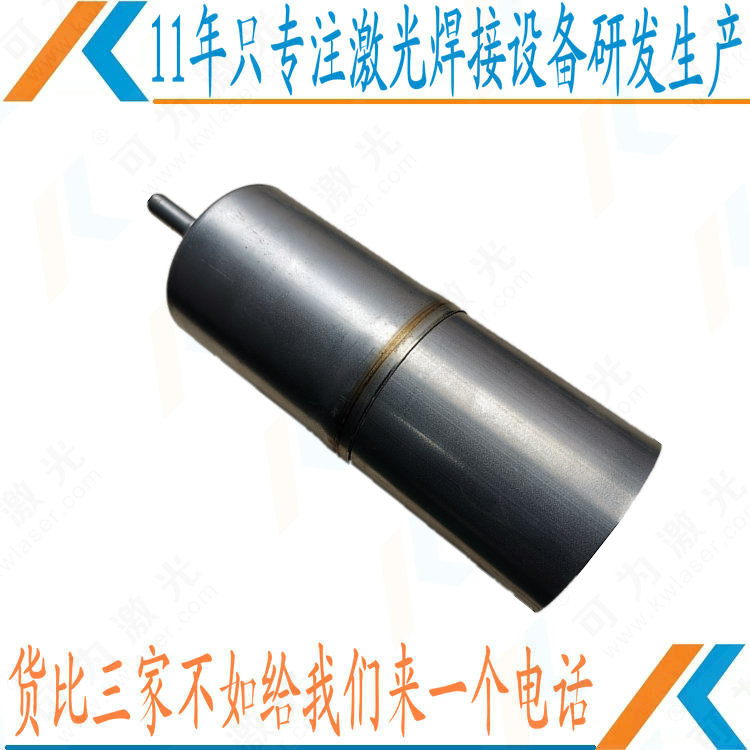
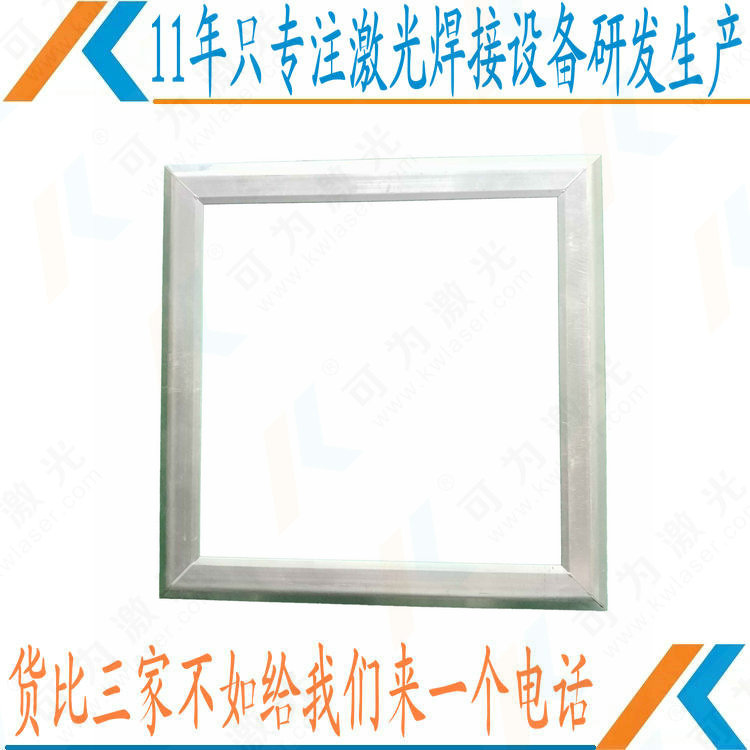
焊接對象 金屬
工作模式 脈沖/連續
光纖長度 可定制
激光波長 1080nm
冷切方式 水冷
加工對象 皆可
工作方式 連續/調制
傳輸光纖心徑 50um
最小光斑 0.2mm
用途 焊接
作用原理 脈沖
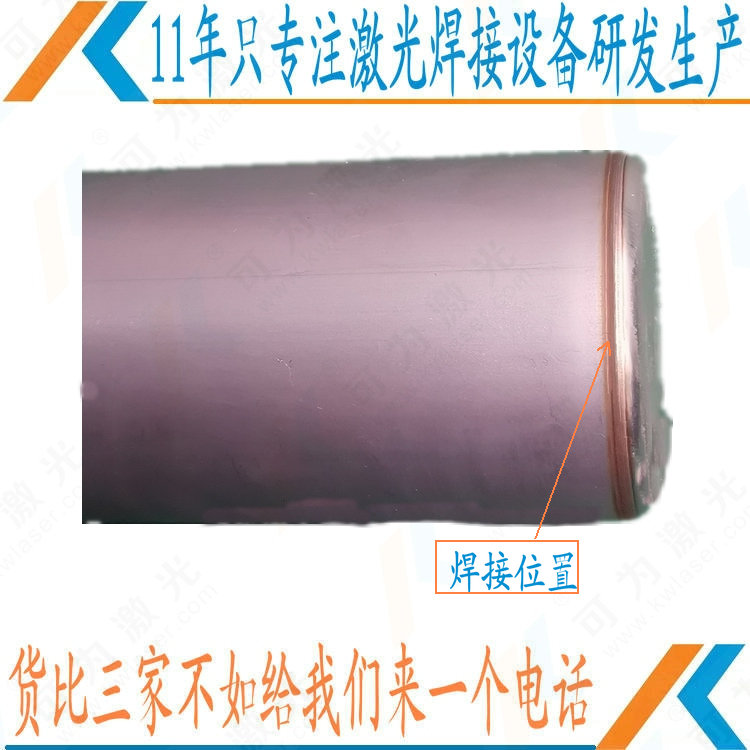
激光焊接深度 ≤3.0
商品介紹
武漢可為激光在生產工藝上,恒泰秉承著“生產,精益求精”的生產理念,引進國際水平的激光設備生產線與組裝線,力求在設備的生產過程中保證的生產,并對產品采用嚴格的出廠質量管理,不能滿足客戶實用需求的產品,一律不予出廠。
在產品銷售上,可為以其完善、及時的售前、售中與售后服務獲得了國內外客戶的一致好評,并在成立的這十多年里與國內外多家大型的激光焊接服務提供商建立了長期穩定的業務合作關系。
激光焊接是利用高能量的激光脈沖對材料進行微小區域內的局部加熱,激光輻射的能量通過熱傳導向材料的內部擴散,將材料熔化后形成特定熔池。它是一種新型的焊接方式,主要針對薄壁材料、精密零件的焊接,可實現點焊、對接焊、疊焊、密封焊等,深寬比高,焊縫寬度小,熱影響區小、變形小,焊接速度快,焊縫平整、美觀,焊后無需處理或只需簡單處理,焊縫質量高,無氣孔,可控制,聚焦光點小,定位精度高,易實現自動化。
激光焦點處光斑中心的功率密度過高,容易蒸發成孔。離開激光焦點的各平面上,功率密度分布相對均勻。離焦方式有兩種:正離焦與負離焦。焦平面位于工件上方為正離焦,反之為負離焦。按幾何光學理論,當正負離焦平面與焊接平面距離相等時,所對應平面上功率密度近似相同,但實際上所獲得的熔池形狀不同。負離焦時,可獲得更大的熔深,這與熔池的形成過程有關。
激光焊接機的自動化程度高焊接工藝流程簡單。非接觸式的操作方法能夠達到潔凈、環保的要求。采用激光焊接機加工工件能夠提高工作效率,成品工件外觀美觀、焊縫小、焊接深度大、焊接質量高。激光焊接機廣泛應用于牙科義齒的加工,鍵盤焊接,矽鋼片焊接,傳感器焊接,電池密封蓋的焊接等等方面。但激光焊接機的成本較高,對工件裝配的精度要求也較高,在這些方面仍有局限性。
在20世界70年代以前,由于高功率連續波形(CW)激光器尚未開發出來,所以研究重點集中在脈沖激光焊接(PW)上。早期的激光焊接研究實驗大多數是利用紅寶石脈沖激光器,1ms脈沖典型的峰值輸出功率Pm為5KW左右,脈沖能量為1~5J,脈沖頻率就小于等于1赫茲。當時雖然能夠活的較高的脈沖能量,但這些激光器的平均輸出功率P卻相當低,這主要是由激光器很低的工作效率和發光物質的受激性狀決定。激光器由于具有較高的平均功率,在它出現之后很快就成為點焊和縫焊的優選設備,其焊接過程是通過焊點搭接而進行的,直到1KW以上的連續功率波形激光器誕生以后具有真正意義的激光縫焊才得以實現。

焊接柔性化技術也是我們著力研究的內容。在未來的研究中,我們將各種光、機、電技術與焊接技術有機結合,以實現焊接的化和柔性化。用微電子技術改造傳統焊接工藝裝備,是提高焊接自動化水平淡的根本途徑。將數控技術配以各類焊接機械設備,以提高其柔性化水平,是我們當前的一個研究方向;另外,焊接機器人與系統的結合,實現自動路徑規劃、自動校正軌跡、自動控制熔深等功能,是我們研究的重點。

焊接過程控制系統的智能化是焊接自動化的核心問題之一,也是我們未來開展研究的重要方向。我們應開展控制方法方面的研究,包括線性和各種非線性控制。具代表性的是焊接過程的模糊控制、網絡控制,以及系統的研究。
本著“為顧客提供滿意的產品和服務”的經營宗旨,武漢可為光電自動化科技股份有限公司鄭重承諾:
在確保設備的性、可靠性、穩定性的同時,不斷改進服務質量,從售中到售后的交貨、調試開通、設備維護管理、技術服務、用戶技術培訓等各方面,保證顧客能得到的服務,讓顧客滿意、放心。
保證在接到用戶故障電話后,江浙滬皖4 小時內趕赴現場,其它地區48小時內趕赴現場,并在24 小時內解決問題。
聯系方式