武漢可為承接全國(guó)激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強(qiáng)度
焊接工藝:連續(xù)自動(dòng)激光焊接加工
焊接設(shè)備:多臺(tái)四維自動(dòng)激光焊接機(jī),手持激光焊接設(shè)備
打樣報(bào)價(jià):2個(gè)樣板之內(nèi),免費(fèi)打樣報(bào)價(jià)格
交期服務(wù):專人跟單,根據(jù)訂單數(shù)量3-5天交貨
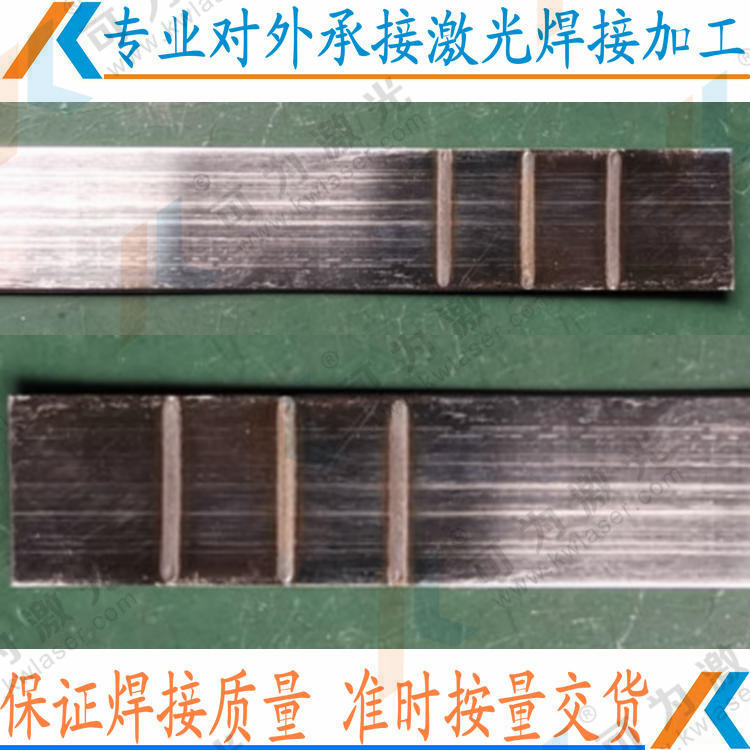
焊接品質(zhì):激光是細(xì)微局部融化焊接,焊點(diǎn)小、深寬比大,焊道漂亮,滿足了焊接產(chǎn)品外觀和強(qiáng)度
武漢可為加工優(yōu)勢(shì):多臺(tái)自主研發(fā)激光焊接機(jī),滿足焊接產(chǎn)品品質(zhì)和產(chǎn)能交期的要求
鋁合金激光焊接問(wèn)題三:焊接接頭力學(xué)性能下降
焊接過(guò)程中合金元素的燒損,使鋁合金焊接接頭的力學(xué)性能下降。對(duì)于這個(gè)問(wèn)題,解決方法主要有以下幾個(gè)方面:由于鋁合金焊接產(chǎn)生的氣孔不穩(wěn)定,導(dǎo)致焊接接頭的力學(xué)性能。鋁合金主要包括Zn、Mg 、Al三種元素。在焊接時(shí),鋁的沸點(diǎn)均高于其他兩種元素的沸點(diǎn)。所以在鋁合金元素焊接時(shí)可以加入一些低沸點(diǎn)合金元素,有利于小孔的形成,焊接的牢固性。

從事焊接加工的朋友都知道,在平時(shí)進(jìn)行焊接加工的過(guò)程當(dāng)中,很多事項(xiàng)都是需要注意的。那如果我們對(duì)這些細(xì)節(jié)不重視,就會(huì)造成一些沒(méi)必要的損害。
焊接加工的注意事項(xiàng):
1、先就是焊接加工廠在進(jìn)行焊接之前,要將作業(yè)環(huán)境的十米范圍內(nèi)所有可燃的物品清理干凈,我們?cè)谶M(jìn)行焊接的過(guò)程中,會(huì)賤出很多的小火花,如果在一定范圍內(nèi),這些火花足以使得品燃燒起來(lái),造成損失。如果我們要進(jìn)行地下,那我們應(yīng)該注意是否有可燃?xì)怏w或者是可燃液體,以免因?yàn)楹冈约敖饘倩鹦且馂?zāi)害事故;
2、然后就是焊接加工廠在進(jìn)行高空焊接作業(yè)時(shí),禁止亂扔焊條頭,并且要對(duì)焊接作業(yè)下方進(jìn)行有效的隔離,當(dāng)我們焊接加工完成以后,要對(duì)地面進(jìn)行仔細(xì)細(xì)致的檢查,確認(rèn)不會(huì)發(fā)生火災(zāi)隱患的情況下,才能離開(kāi)作業(yè)現(xiàn)場(chǎng);
3、接下來(lái)就是焊接加工廠要使用符合國(guó)家標(biāo)準(zhǔn)的、規(guī)程要求的氣瓶,這樣對(duì)于我們的操作能起到保護(hù)作用。

激光加工是對(duì)傳統(tǒng)工藝的改造升級(jí),激光優(yōu)異的性能正在沖擊越來(lái)越多的傳統(tǒng)行業(yè),為現(xiàn)在眾多行業(yè)提供了更為快捷的加工解決方案。激光熱處理技術(shù)利用高功率的激光器,結(jié)合現(xiàn)在自動(dòng)化技術(shù),以及計(jì)算機(jī)控制技術(shù)來(lái)實(shí)現(xiàn)對(duì)加工物品的處理。高功率激光束在計(jì)算機(jī)控制下,通過(guò)現(xiàn)在自動(dòng)化技術(shù)實(shí)現(xiàn)對(duì)工業(yè)用零部件的熱處理,與傳統(tǒng)處理方法相比,激光熱處理技術(shù)能量高度集中,加工區(qū)域小,因而熱變形小,加工質(zhì)量高、精度高,加工件不受尺寸、形狀限制,不需冷卻介質(zhì),而且無(wú)污染,噪聲小,效率高。
金屬焊接加工工藝的焊前準(zhǔn)備工作:
1、操作者必須取得,才可從事焊接、切割工作;
2、檢查圖紙是否齊全,認(rèn)真消化圖紙,確定所用焊條、焊接參數(shù)和阻焊順序;
3、檢查備料是否齊全,其尺寸是否符合圖紙要求;
4、檢查焊接場(chǎng)地10米內(nèi)有無(wú)油類及其他易爆物品。臨時(shí)工地若有此類物品,而又必須再次操作時(shí),應(yīng)通知安計(jì)員到現(xiàn)場(chǎng)檢查,采取臨時(shí)性安全措施,并做好消防準(zhǔn)備工作;
5、工作前應(yīng)檢查焊機(jī)電源線、引出線及接線點(diǎn)是否良好;電焊機(jī)接零(地)線及電焊工作回線不準(zhǔn)接到管道和機(jī)床設(shè)備上,工作回路線和電焊鉗把應(yīng)絕緣良好,機(jī)殼接地必須符合安全規(guī)定,一切電路應(yīng)立或隔離。
6、焊工操作必須遵守安全操作規(guī)程。
光束焦斑
光束斑點(diǎn)大小是激光焊接的重要變量之一,因?yàn)樗鼪Q定功率密度。但對(duì)高功率激光來(lái)說(shuō),對(duì)它的測(cè)量是一個(gè)難題,盡管已經(jīng)有很多間接測(cè)量技術(shù)。
光束焦點(diǎn)衍射限光斑尺寸可以根據(jù)光衍射理論計(jì)算,但由于聚焦透鏡像差的存在,實(shí)際光斑要比計(jì)算值偏大。簡(jiǎn)單的實(shí)測(cè)方法是等溫度輪廓法,即用厚紙燒焦和穿透聚丙烯板后測(cè)量焦斑和穿孔直徑。這種方法要通過(guò)測(cè)量實(shí)踐,掌握好激光功率大小和光束作用的時(shí)間。
材料吸收值
材料對(duì)激光的吸收取決于材料的一些重要性能,如吸收率、反射率、熱導(dǎo)率、熔化溫度、蒸發(fā)溫度等,其中重要的是吸收率。
影響材料對(duì)激光光束的吸收率的因素包括兩個(gè)方面:先是材料的電阻系數(shù),經(jīng)過(guò)對(duì)材料拋光表面的吸收率測(cè)量發(fā)現(xiàn),材料吸收率與電阻系數(shù)的平方根成正比,而電阻系數(shù)又隨溫度而變化;其次,材料的表面狀態(tài)(或者光潔度)對(duì)光束吸收率有較重要影響,從而對(duì)焊接效果產(chǎn)生明顯作用。





















