找商網手機端:m.zhaosw.com







批量生產-電腦控制封冷切制袋機平口袋制袋機-制袋機器
價格
訂貨量(臺)
¥21000.00
≥1
店鋪主推品 熱銷潛力款
䀋䀒䀐䀌䀓䀓䀔䀏䀋䀓䀐
在線客服







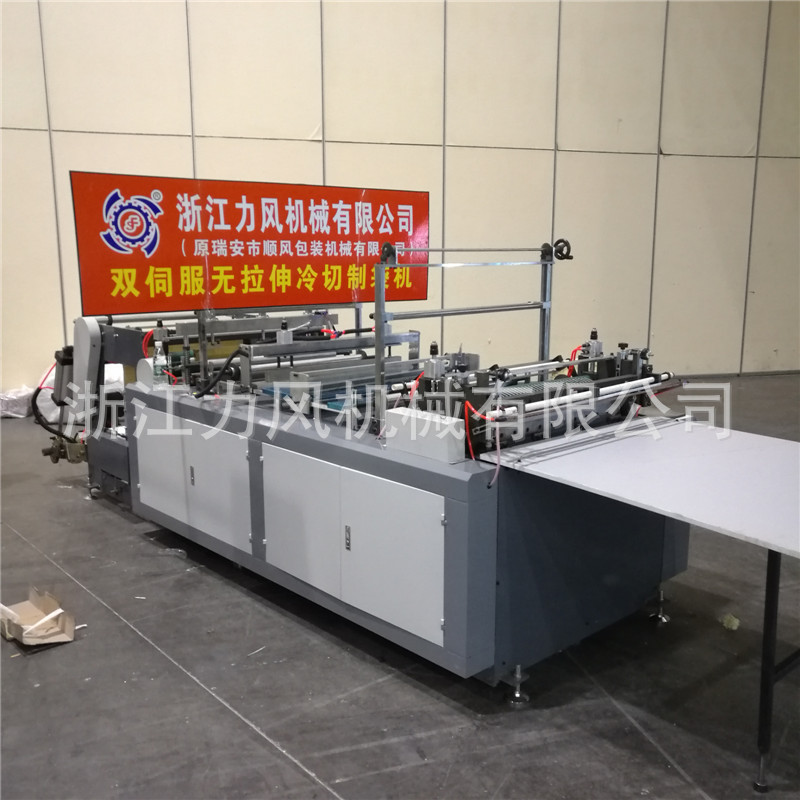






簡介:本機對帶彩印或不帶彩印的各種塑料薄膜均能連續自動封底,切成平口袋。
本機設有光電自動控制送料裝置、自動恒溫控制裝置、靜電消除裝置、設有高位停車、自動計數及報警裝置等,制袋過程全部自動化,操作方便,性能穩定,封底牢固,是生產垃圾袋、保鮮袋較理想的制袋設備。
型號 | SF-600 | |
zui大封切寬度 | 10-550mm | |
zui大封切長度 | 10-1500mm | |
封切厚度 | 0.008--0.10mm | |
制袋速度 | 30-120pcs/min | |
制袋條數 | 1(lines) | |
電機功率 | 2.2kw | |
整機重量 | ≈700kg | |
外形尺寸(L×W×H) | 2300×1200×1100mm | |
操作人數 | 1人 | |
| ||
說明:以上配置包括
機械部分:放料裝置、預放料裝置、光電跟蹤、銅焊刀裝置、封中線調節輥、切刀裝置、平臺收料裝置、傳動裝置;
電器部分:開關、低壓電器、電腦、步進電機、驅動器、后送料電機、主電機、變頻器、溫度表
冷切制袋機如何調刀大分解
焊刀調整方法:
在支承座上墊上一張薄紙,用手轉動機體箱內的大手輪,使焊刀處于下死點,松開螺帽,調節螺母(注:拉桿調節螺母出廠前基本調好),用手拉薄紙兩端的壓緊程度,直至大約均等.調畢后,要鎖緊螺母,以防松動.
上下切刀的調整
1.當上刀行行至下止點,與下刀應左右完全閉合,如右端尚未完全閉合時,應調節連桿調節螺母,使上刀稍下降,調節完畢后,銷緊上螺母.
2.當使用一段時間后塞鐵的間隙增大,應立即予以調整,此時先松開螺母,稍微頂進塞鐵調節螺絲至合適的間隙為止,并用塞尺檢查,間隙不應大于0.02mm,調節完畢后,銷緊螺母.
3.調整上刀調整節螺絲,使用上刀口與下刀口始切端有一個身長小的間隙,為防止發生碰刀現象損壞刀具.
三、制袋操作
1、接通電源,電源為單相(AC220V)。
2、通過面板上的溫控儀,設定所需的溫度,加溫過程大概需15-20分鐘。
3、從后放料架穿料到前皮棍,按“←”即點進或“→”即點退。調節薄膜至所需切刀位置,用手動調節升降桿,調到您所需燙刀位置。
4、按電腦控制面板上的有關按鍵(具體操作請看“步進版使用說明書”三、控制系統面板),調節袋子的長度,是否需電眼跟蹤及自動計數報警。
5、啟動主機調整電位器,后放料電位器,調至適當的位置,然后觀察燙刀的溫度是否到了所設定的溫度。
6、按電腦控制面板的啟動鍵,或主控面板的主機啟動按鈕,使機器運行。
7、按電腦控制面板的停止鍵,或主控面板的主機停止按鈕,使機器停止工作
四、使用及調整
1、色標光電調整
2、生產印刷袋應先選擇“色選”“色”狀態。
3、需光電跟蹤時,需由兩種以上色差較大的度色與目標色,由于電眼呈色差較大的底色與目標色造成光線及反射率不同的差距來決定其感應器的效果,如果目標色與底色色差太小,會使光電檢色困難,遇此情況時應加印上其它色差較大的目標色“▆”橫線,欲稱“色標”。此橫線的長×寬應大于2×10mm,應注意的是此“色標”前與色標同色或色差小的圖案之間距離大于10mm。
2、光電靈敏度調整
A、將光電眼與材料之間距離調整到10mm左右。
B、將光電光點對至色標,調節旋鈕將指示燈調暗(或調亮)再來回快速移動色標,如果指示燈跟著閃動說明已調好,否則再調過上點。
五、接近開關
邏輯采樣傳感器(霍爾開關)關系圖
1、接近開關及開關盤安排的機械傳動軸的一側軸頭上,作電腦的各種起動,停止等信號。
2、開關盤
(1)開關盤I:A點為開始拖料,B點為切刀高位,C點為脫袋。
(2)開關盤II:E>點為比較點,E為拖料極限(即超速點)。
3、開關盤調節(注意):
(1)無論正轉反轉開關I II的C,C‘始終以接近開關為參照物在前。
(2)E'需在E之前。
(3)不能隨意剪切開關盤。
(4)打開主機切刀由下到上開啟時,上刀離下刀的間隙正好讓薄膜送出時,將開關盤I A點正對接開關I。
(5)再將主機找開切刀由上至一合時,上下刀間隙不能讓薄膜送出時將開關II的C點,正好接近開關II。
六、重點提示及常見故障
1、重點提示
A、開機前需接好地線。
B、接電前先檢查步進電機航空插頭是否旋緊。
C、檢查開關盤是否松動。
D、如電壓不穩定或停電時需關閉總電源及微電腦電源,待電壓穩定后再開機。
E、機械傳動潤滑處應定期加潤滑油,保持良好活動狀態,燙刀兩邊拉桿軸,每班需加油一次,切刀下刀每4小時需搽油。
F、對機械加油時,油不能漏入驅動器上,驅動器需保障風道暢通。
G、在通電狀態下不允許用手或身體碰任何一根導線。
H、微電腦故障時,用戶應與廠方聯系,不得擅自打開微電腦控制箱,否則造成不良后果自負。
2、常見故障排除
常見故障 原 因 排 除
A制白袋長度不正確 1.電網電壓不穩或太低
2.橡膠輥壓力太小
3.電腦壞
4.送料電機拉不動
5.橡膠輥直徑誤差
6.設置為“色”狀態 1.使電源符合要求或加穩壓器
2.調整螺絲增加壓力
3.更換
4.先減小速度檔,后緩慢加速
5.更換膠輥或上磨床加工
6.設制為“白”狀態
B制袋時常停機 主機速度過快,電網不穩 減小速度
C主機能起動1.小繼電器壞
2.電腦信號切斷
3.主機接觸器壞或接觸器
控制電路不通 1.更換繼電器
2.接好信號線
3.更換接觸器或檢查接通其
控制電路
注:碰到故障或操作不明白之處請與廠方聯系,并提出寶貴意見。



王華偉
![]() 䀋䀒䀐䀌䀓䀓䀔䀏䀋䀓䀐
䀋䀒䀐䀌䀓䀓䀔䀏䀋䀓䀐

掃碼查看
手機掃碼 快速查看
采購數量不能為空
聯系信息不能為空
驗證碼不正確










